


Шлифовка коленчатового вала
Шлифовка коленчатых валов - это изнурительный и кропотливый процесс, который имеет много общего с ювелирным делом, поскольку требует внимания, сосредоточенности, аккуратности и точности. Компания «АБ Моторс» для своих клиентов гарантирует высочайшее качество работ и оперативность исполнения услуг. Стоит уточнить, что без отменного знания специфики коленвала, немалого опыта в сфере его ремонта, качественная работа просто невозможна. Ремонт, как правило, начинают с шатунных шеек. Стоит объяснить технологию с самого начала. Шлифовка коленвала начинается с тщательного осмотра. Шатунные шейки становятся самым слабым элементом, после шлифовки которого может меняться внутреннее напряжение на верхнем слое. Это и становится нередко причиной деформаций, из-за которых дальнейшая шлифовка не имеет смысла. Чаще всего подобным деформациям подвержены шейки малых диаметров, поскольку у них малая жесткость. Специалисты ООО «АБ Моторс» сделают все возможное, чтобы подобные неудачи не постигли вас, а ремонт коленвала был результативным.
Износ шатунных шеек по окружности не равномерный. Тело шейки изнашивается больше со стороны, обращенной к оси коленчатого вала. На шатунную шейку действует сила, возникающая в результате давления газов и передаваемая через шатун на шейку, а также центробежная сила инерции от массы шатуна - поршня, отнесенной к вращающимся частям. В результате действия этих сил шейка нагружается и изнашивается больше со стороны, обращенной к оси вращения коленчатого вала. Изношенные шейки исправляют операцией «шлифование шатунных и коренных шеек» на специальных кругло-шлифовальных станках.
Износ шатунных шеек по окружности не равномерный. Тело шейки изнашивается больше со стороны, обращенной к оси коленчатого вала. На шатунную шейку действует сила, возникающая в результате давления газов и передаваемая через шатун на шейку, а также центробежная сила инерции от массы шатуна - поршня, отнесенной к вращающимся частям. В результате действия этих сил шейка нагружается и изнашивается больше со стороны, обращенной к оси вращения коленчатого вала. Изношенные шейки исправляют операцией «шлифование шатунных и коренных шеек» на специальных кругло-шлифовальных станках.
Шлифовку коленвала заказать в Минске
Компания ООО "АБ Моторс" предлагает услугу по шлифовке и правке коленчатого вала в Минске.
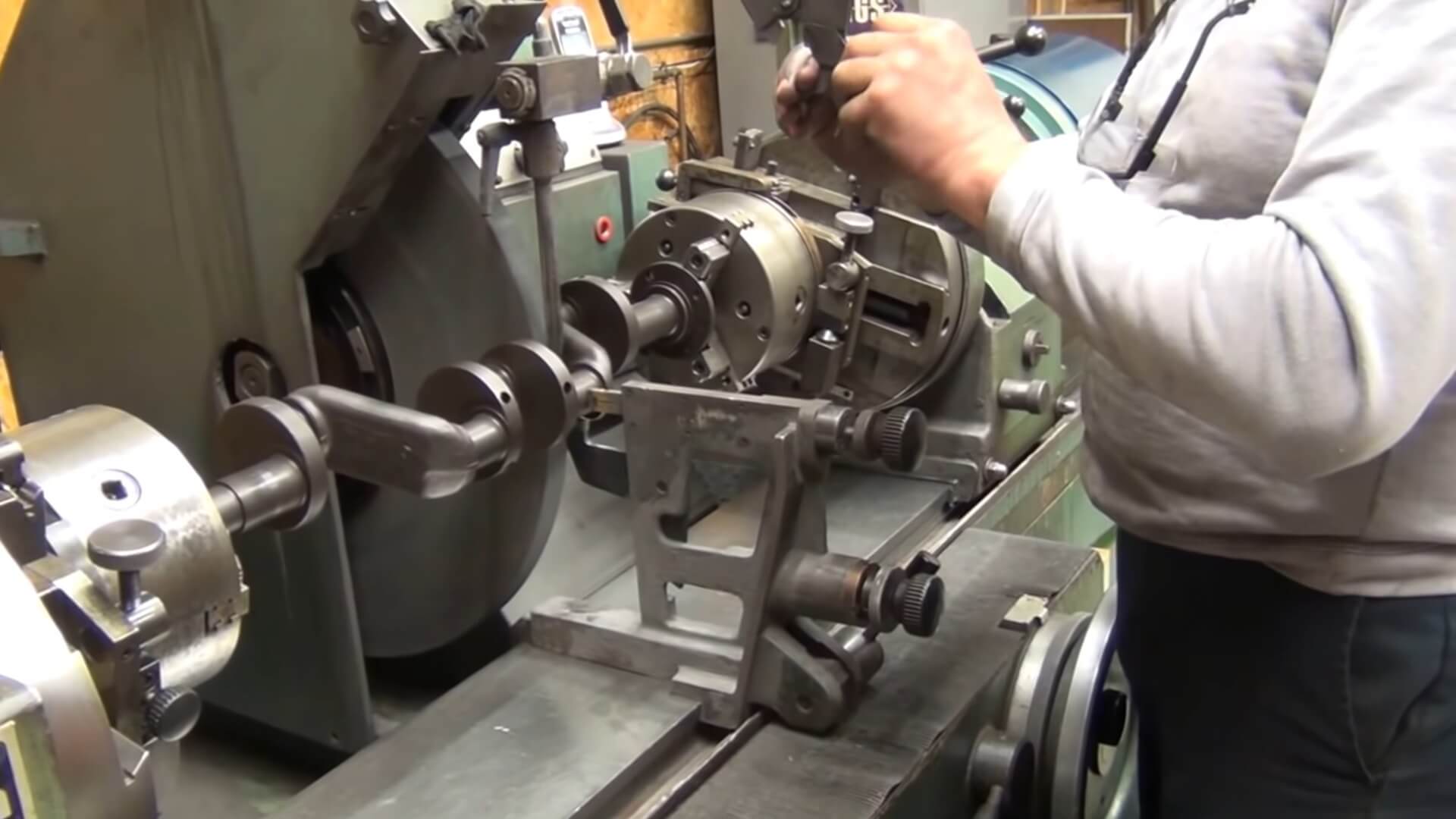
Наше оборудование, специально для шлифовки шатунных шеек, оснащено центросместителями для уравновешивания и смещения оси коленчатого вала. Для уменьшения нарушения параллельности осей коренных и шатунных шеек, коленчатые валы шлифуют, начиная с шатунных шеек, при этом строго выдерживается (не меняется при переходе на следующую группу шатунных шеек) радиус кривошипа.
Шлифование шатунных шеек отличается от шлифования коренных тем, что число оборотов вала подбирают в зависимости от его длины и веса. Это вызвано тем, что при вращении коленчатый вал, смещенный от оси вращения на расстояние, равное радиусу кривошипа, прогибается в сторону, противоположную оси вращения.
Усилие поджима задней бабки регулируется гидравликой и контролируется стойкой с индикатором, что сводит к минимуму величину прогиба коленчатого вала от прижима задней бабкой. Длинные валы шлифуются обязательно с применением люнетов.
Наше оборудование, специально для шлифовки шатунных шеек, оснащено центросместителями для уравновешивания и смещения оси коленчатого вала. Для уменьшения нарушения параллельности осей коренных и шатунных шеек, коленчатые валы шлифуют, начиная с шатунных шеек, при этом строго выдерживается (не меняется при переходе на следующую группу шатунных шеек) радиус кривошипа.
Шлифование шатунных шеек отличается от шлифования коренных тем, что число оборотов вала подбирают в зависимости от его длины и веса. Это вызвано тем, что при вращении коленчатый вал, смещенный от оси вращения на расстояние, равное радиусу кривошипа, прогибается в сторону, противоположную оси вращения.
Усилие поджима задней бабки регулируется гидравликой и контролируется стойкой с индикатором, что сводит к минимуму величину прогиба коленчатого вала от прижима задней бабкой. Длинные валы шлифуются обязательно с применением люнетов.
Технические требования при шлифовке коленвала
При шлифовании коленчатых валов необходимо выполнить такие технические требования:
- Радиальное биение коренных шеек не более 0,005 мм. - Эллипс и конус поверхности шеек не более 0,005 мм.
- Радиус галтелей измеряется радиусомером (шаблоном) и должен быть не менее чем на новых коленчатых валах и формируется при правке абразивного круга специальным приспособлением.
- Шероховатость поверхности галтелей должна быть не ниже шероховатости поверхности коренных и шатунных шеек и равна не ниже Ra 0,2 мкм (по старой классификации не ниже 9 класса).
- Параллельность осей шатунных и коренных шеек должна сохраняться в пределах 0,1 мм на 1000 мм длинны (параметр выдерживается технологически техническими возможностями оборудования).
- Одинаковый размер радиуса кривошипа (соответствующий параметрам нового коленчатого вала). Прогиб оси коренных шеек до 0,005 мм, а для коленчатых валов тягачей, карьерных ДВС прогиб согласно технических требований производителя.
При изгибе оси коленчатого вала от 0,08 до 0,40 мм шейки шлифуют в следующие ремонтные размеры 0,25 мм; 0,50 мм; 0,75 мм; 1,0 мм; (При наличии ремонтных размеров. В противном случае меняется коленчатый вал на новый).

